操作步骤:
1.将液压站油箱上端的加油孔打开,加入46#液压油,盖上盖子并拧紧。
2.将管材及相同的卡瓦固定在机架上,并连接机架油缸和铣刀的快速接头。
3.将加热板插头插入加热板接口,注意插入方向要正确。
4.将电源插头插入380V电源插座上(630、450焊机电源为380V,并要求三相四线,可靠接地;315、250、160、110焊机电源为220V)向上拨动空气开关,接通电源。
5.向右(顺时针)旋转泻压阀并拧紧。
6.向左(逆时针)旋转调压阀至压力最小。
7.开启加热开关并在温控仪上调整好所需的加热温度。
8.将操作手柄扳向“进”档,同时向右(顺时针)旋紧调压阀,加大油缸行走压力,带动管材前行并与另一管材合拢,通过松开夹具转动管材调整对中,待调整结束后拧仅夹具锁紧螺母,将操作手柄扳向“退”档,将动夹具退回,再扳操作手柄至中位。
9.将操作面板上的铣刀旋转操作阀扳向正转,铣刀旋转;再将操作手柄扳向“进”档,调节调压阀和调速阀手柄,使油缸带动管件靠近铣刀,所用压力应尽量减小。管材前行至两端管材均接触铣刀即开始切削,当观察到切屑呈连续状后,不要急于退出切削过程,先将“进退”操作手柄回至中档,让铣刀继续旋转几圈,再将操作手柄扳向“退”档,同时将铣刀旋转操作阀手柄扳到中位,铣刀停止旋转,动夹具端退到位后,将“进退”操作手柄扳至中位,小心取下铣刀并放回存放架。
10. 再次对中,如有必要,可作响应调节和再次切削。
11. 对中结束后,将表面温度已均匀的加热板放在机架上,扳动“进退”操作手柄至“进”的位置,调整“调速阀”旋纽,使动夹具快速靠近加热板。当管件贴上加热板两面后,仍使动夹具保持“进”的状态,并适当加大进给压力,待端面出现适量翻边后时将“进退”操作手柄扳回中位,打开操作面板上的“泻压阀”泻掉部分压力后,关闭“泻压阀”,使管材在微压状态下加热。同时在操作面板上的“计时器”设定计时时间,并将“计时器开关“旋纽右旋至”开“位,进入低压吸热状态。
12.当低压吸热过程结束后,“报警器“报警提示操作者进行下一步操作,将“计时器开关”旋纽旋至中位关闭。应立即调大控制压力,迅速将”进退“操作手柄扳至“退”位,使油缸带动动夹具端的已被熔融的管材从加热板上脱开,使其退出到原位。
13.再次扳动“进退”操作手柄至“进”的位置,调整“调速阀”旋纽至快速,以使动夹具带动管材快速合龙对接,并调整“调压阀”逐步加大对接压力,直至接口有适当翻边为止。
14.进入冷却过程时应再次按工艺规范设定冷却时间,在“计时器”上设定计时时间,将“计时器开关”旋纽旋至“开”位,进入冷却计时,此后当冷却过程结束时,报警器报警,关闭“计时器”开关,待管材冷却至环境温度后,卸下管材进入下一次焊接。
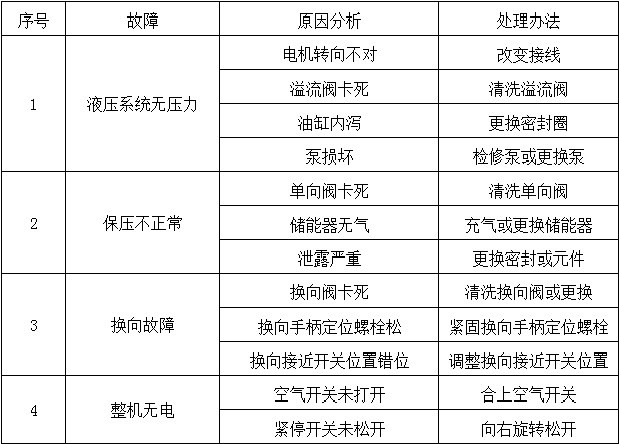
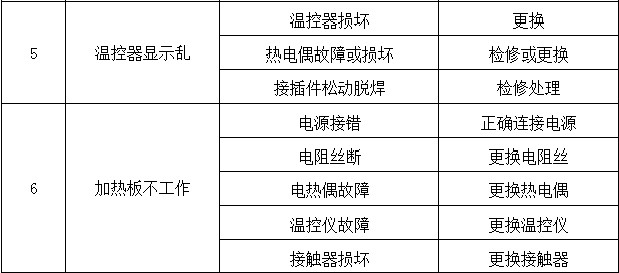
四、常见故障及处理办法